엔드밀이란?

엔드밀은 밀링에서 절삭을 위해 사용되는 공구로 엔드밀링 커터로 부르기도 합니다. 겉으로 보면 드릴과 비슷하게 생겼지만 엔드밀의 커터날은 밑면과 옆면 모두가 커팅날로 이뤄져 있기 때문에 가공할 공작물의 평면, 옆면을 가공할 수 있습니다. 엔드밀의 날 끝은 쉽게 상할 수 있기 때문에 절삭 가공을 시작할 때 엔드밀을 천천히 가공물에 붙인 후 작업합니다.
엔드밀은 밀링머신, 머시닝센터, 보링머신, 터닝센터 등의 공작기계에서 사용됩니다. 앞날과 외주날을 이용해 홈깎기, 단깎기, 윤곽깎기, 곡면깎기, 구명가공, 포켓가공, 모방가공 등의 다양한 가공에서 사용됩니다.
엔드밀의 용도? 황삭과 정삭
엔드밀은 형태와 모양에 따라서 다양하게 분류합니다. 크게는 황삭을 위한 엔드밀과 정삭을 위한 엔드밀로 구분할 수 있습니다. 황삭은 형태를 잡는 러프한 가공을 말하며 정삭은 제품에 맞게 정밀하게 가공하는 방법을 말합니다. 자세한 내용은 이전 포스팅을 참고해 주세요. 엔드밀은 주로 전기, 전자, 자동차 부품 및 금형의 절밀 가공에 사용됩니다.
엔드밀의 구조와 명칭
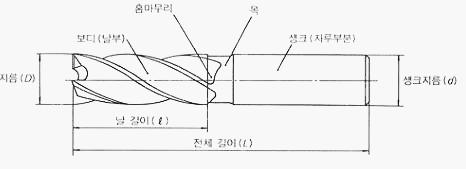
엔드밀의 형태와 가공
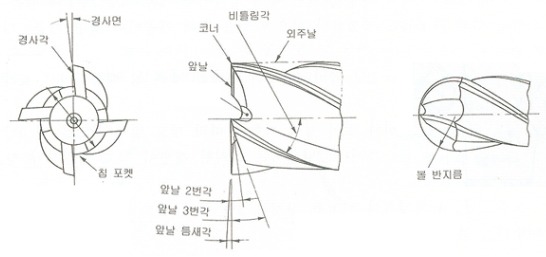
▶ 엔드밀의 날끝 각도는 절삭력에 큰 영향을 줍니다. 엔드밀의 비틀림각에 따라 공작물에 전달되는 충격이나 절삭력에 큰 차이가 있습니다. 비틀림각이 클수록 절삭성이 높으며, 절삭 저항이나 충격도 낮습니다. 하지만 너무 높을 경우 칩의 배출이 안좋습니다. 비틀림각은 보편적으로 30도, 45도가 주로 쓰입니다. 하지만 고경도 재료의 측면 절삭 등과 같은 특수한 용도에는 60도 정도의 비틀림각을 가진 엔드밀을 사용하기도 합니다.
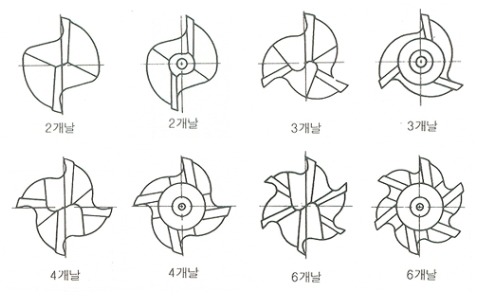
▶ 엔드밀의 날수는 2날에서 6날 이상까지 종류가 다양합니다. 하지만 가장 널리 사용되는 날은 2날과 4날 엔드밀입니다. 다. 2날과 4날 엔드밀은 주로 중삭과 정삭에 사용되는 엔드밀입니다.
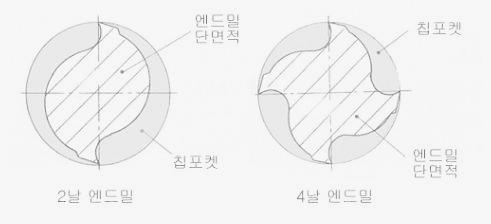
2날 엔드밀은 가공할 공작물의 칩 포켓이 차지하는 비중이 크기 때문에 칩 배출이 양호한 편입니다. 또 홈의 절단 가공이나 보링 가공에서 축 방향으로 엔드밀을 이송하는 경우 날의 갯수가 많은 것보다 가공성이 높으며 절삭날의 재연삭이 편리합니다. 칩포켓의 클 경우 엔드밀의 단면적이 낮기 때문에 강도는 떨어집니다. 홈가공과 측면가공에서 주로 사용하는 것이 2날 엔드밀입니다.
4날 엔드밀은 2날과 비교하면 단면적이 크고 강성이 높기 때문에 엔드밀의 이송을 높게 할 수 있습니다. 또 공구의 수명도 이 긴 편입니다. 칩 포켓은 작기 때문에 깊은 홈의 절삭이나 축방향 이송가공과 같은 침의 배출을 중요하게 하는 절삭에는 사용이 적절하지 못합니다. 하지만 얕은 홈 가공, 측면 가공, 다듬질 가공등에 사용에 적합합니다.
엔드밀의 종류

▶ 라핑 엔드밀 / Roughing End Mill
라핑 엔드밀은 황삭에 적합한 엔드밀입니다. 절삭날의 모양은 파상 형태이며 침이 작게 끊어지고 절삭 시 저항이 적어 거친 가공에 사용합니다. 가공물의 면이 거칠기 때문에 정삭 가공용 엔드밀로는 사용할 수 없습니다. 라핑 엔드밀 가공 후 정삭을 위한 가공을 진행해야 합니다.
▶ 평 엔드밀 / Flat Endmill
평엔드밀은 가공시 가장 널리 사용되고 있는 엔드밀입니다. 홀,측면,면 등의 가공을 모두 할 수 있습니다. 정삭과 중삭, 황삭 등 다양한 용도로 사용하며 종류가 가장 많은 엔드밀입니다.

▶ 볼 엔드밀 / Ball Endmill
볼 엔드밀은 볼 엔드밀은 둘레와 끝면에 날이 있어서 머시닝 센터에서 금형의 모방가공이나 곡면을 가공하는 경우에 주로 사용됩니다. 중심부의 칩 포켓이 낮아서 절삭성이 낮습니다.

▶ 테이퍼 볼 엔드밀 / Taper Ball Endmill
테이퍼 볼 엔드밀은 끝 부분으로 갈 수록 얇아지는 형태(테이퍼)와 볼 형태가 결합된 엔드밀입니다.

▶ 코너 라디우스 엔드밀 / Corner Radius Endmill
코너 라디우스 엔드밀은 날끝 부분에 작은 R을 만든 엔드밀입니다. 주로 가공물의 구석부분 R 가공이 필요한 경우에 사용됩니다. 가공에 필요한 R의 크기가 작더라도 큰 지름의 엔드밀을 사용할 수 있어 가공 능률을 높일 수 있습니다.