인발이란? 인발 (드로잉, Drawing)
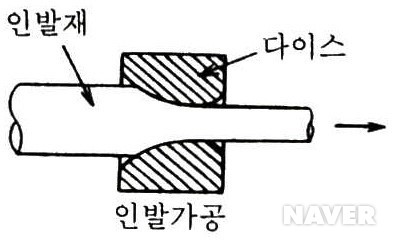
인발(Drawing)은 금속을 가늘고 긴 형태로 가공하는 대표적인 금속가공법입니다. 이 과정에서 금속을 구멍이 뚫린 다이(일발판)로 통과시키면 금속이 늘어나 원하는 형상과 크기를 얻을 수 있습니다. 마치 국수를 뽑듯 금속을 쭉 뽑아내는 방식이라 이해하기 쉬우며, 이를 통해 둥근 선재나 사각 선재, 파이프 등 다양한 형상의 제품을 제작할 수 있습니다.

- 인발 과정 :금속을 고온 상태에서 다이 사이로 통과시키며 특정 모양의 구멍을 통과하면서 길이가 길고 단면이 균일한 형상을 얻습니다.
- 다이(일발판) : 인발에 사용되는 구멍이 뚫린 틀로, 이 구멍의 모양에 따라 다양한 형상의 제품을 만들어낼 수 있습니다.
- 산업 현장 : 인발기는 금속을 효과적으로 밀어내는 장치로, 수동으로 작업하기 어렵기 때문에 대부분 산업 현장에서 사용됩니다.
인발은 다이를 통해 금속을 원하는 형태로 눌러서 길게 뽑아내는 가공 방식이며, 가늘고 긴 금속 제품을 만들 때 주로 사용됩니다. 산업현장에서는 인발기를 이용해 국수를 빼내듯이 쭉 뽑아내는 방법으로 작업을 합니다.
인발의 종류와 특징
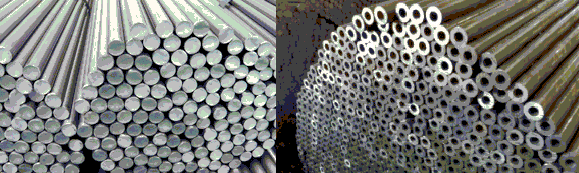
▶중실인발은 속이 꽉 찬 금속을 인발하여 선재나 봉재를 만드는 가공법입니다. 반면, 중공인발은 속이 빈 튜브나 파이프를 만드는 방법으로, 다이의 형태에 따라 관의 외경을 줄이는 공인발과 맨드렐을 사용해 내경과 외경을 동시에 줄이는 플러그인발로 나뉩니다.
▶인발과 압출의 차이점으로는, 압출은 금속에 압축력을 가해 밀어내는 방식인 반면, 인발은 인장력을 가해 다이를 통해 잡아당기며 단면적을 감소시키는 공정이라는 점이 있습니다.
인발작업시 주의사항
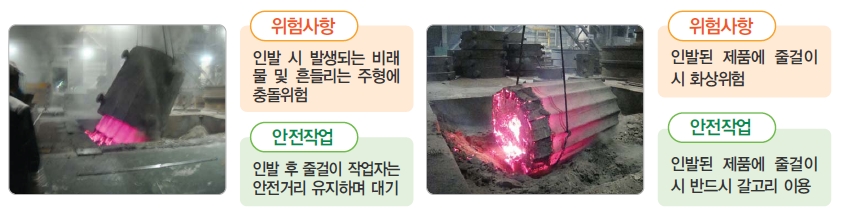
▶ 인발된 제품은 고온으로 화상 위험이 있어 보호구 착용을 철저히 해야 합니다. ▶ 인발된 제품 취급 시 안전거리를 유지하고, 갈고리 등 보호도구를 사용해야 합니다.
▶ 일반적으로 단면 감소율이 최대 45% 정도로 설계하도록 합니다. ▶초기 단면이 작을수록, 단면 감소율을 작게 적용합니다. 단면 감소율을 아주 작게 해 표면 정도와 치수 정밀도 를 향상시키기도 합니다. ▶ 재료의 종류와 단면 감소율에 따라 인발 속도를 결정하도록 합니다. ▶ 고속 인발의 경우 발생된 열이 소산되기 위한 시간의 부족으로 온도 상승 및 제품의 품질 저하를 가져 올 수 있기 때문에 주의해야 합니다.
▶ 인발가공에서 윤활은 꽤 중요한 역할을 차지합니다. 적잘한 윤활은 다이의 수명과 제품의 표면 정도를 향상시켜줍니다. 또 인발하중과 가공시 온도를 감소시켜줍니다. 특히 튜브 인발의 경우는 윤활이 아주 중요합니다. 맨드렐과 튜브 사이에서 충분히 두꺼운 윤활층을 유지하는 것이 어렵습니다.
삼성정밀관 국내 인발제품 생산 http://ssdrawing.com/