가스절단
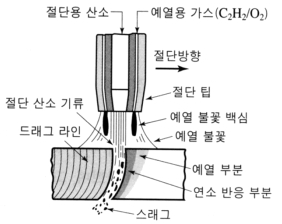
가스 절단(Gas cutting)은 산소와 아세틸렌 또는 수소와 같은 가연성 가스를 사용하여 금속을 절단하는 방식으로, 주로 철이나 합금강 절단에 이용됩니다. 이 절단 공정은 먼저 산소와 아세틸렌 혼합 가스 화염을 이용해 절단 부위를 850~900ºC까지 예열한 후, 고압의 산소를 절단면에 불어넣는 방식으로 진행됩니다. 금속은 이 과정에서 산소와 반응해 산화철(FeO)을 형성하며, 산화철의 용융점이 철보다 낮기 때문에 금속이 녹아내리면서 절단이 이루어집니다.
이 과정에서 철은 연소하여 산화철이 형성되고, 그 산화철이 용융되면서 절단이 이루어집니다. 가스 절단은 강과 합금강 절단에 효과적이며, 비철 금속(구리, 알루미늄 등)의 경우는 분말 가스절단이나 아크절단 같은 다른 방법이 주로 사용됩니다. 경제적이고 효율적인 금속 절단 방법으로 널리 활용되는 이 기술은 금속 가공 및 제작 현장에서 중요한 역할을 합니다.
가스절단의 특징 및 소재별 차이
금속 가스절단 시 나타나는 특징
- 연소 시 산화 반응이 활발한 재료는 절단성이 좋다 금속이 산소와 반응하여 연소 시 발열 반응이 많이 발생하는 경우, 열에 의해 금속이 쉽게 절단되므로 절단 작업이 용이해집니다.
- 주철은 절단이 어려움 주철의 경우, 용융점이 연소 온도 및 절단 시 발생하는 슬래그(산화물 찌꺼기)의 용융점보다 낮아 절단이 어려운 특징을 보입니다.
- 스테인리스강 및 알루미늄은 절단이 어렵다 이러한 금속은 산화물의 용융점이 모재(본래 금속)보다 높기 때문에 절단 중 산화물이 형성되면서 절단이 어렵습니다.
금속 소재별 가스절단 난이도
- 순철, 연강, 주강과 같은 금속은 가스 절단이 상대적으로 쉽습니다.
- 경강, 합금강, 고속도강은 절단이 약간 까다롭지만, 여전히 가능성은 있습니다.
- 주철은 앞서 언급된 이유로 절단 작업이 어려운 금속 중 하나입니다.
- 동, 황동, 청동, 알루미늄, 연, 주석, 아연과 같은 금속은 산화물의 특성이나 물성 차이로 인해 가스 절단이 불가능합니다.
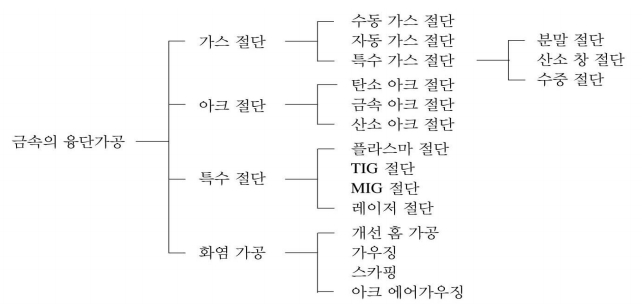
가스절단의 종류
수동 가스 절단
- 수동 가스 절단은 작업자가 직접 예열 화염을 사용하여 금속 표면을 약 850~950ºC까지 가열한 후, 절단 산소 밸브를 열어 절단하는 방식입니다. 작업자의 숙련도에 따라 절단 품질이 좌우되며, 주로 소규모 작업이나 간단한 절단 작업에 사용됩니다.
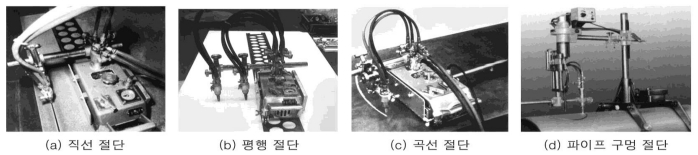
자동 가스 절단
- 자동 가스 절단은 전동 대차에 토치를 부착한 후, 강판 위에 설치된 직선 레일을 따라 일정 속도로 주행하면서 금속을 절단하는 방법입니다. 이 방식은 작업의 정확성을 높이고, 일관된 속도로 절단할 수 있어 대형 금속 판재의 직선 절단에 적합합니다.
수치제어(NC) 가스 절단
- 수치제어(NC) 가스 절단은 NC 절단기를 이용한 방식으로, 컴퓨터에 입력된 절단 경로에 따라 자동으로 금속을 절단합니다. 이 방식은 복잡한 형상의 금속 절단에 주로 사용되며, 선박 구조물과 같은 대형 금속 소재의 정밀 절단에 적합합니다. NC 절단기는 효율성과 정밀도를 높이기 위해 다양한 산업에서 활용됩니다.
가스절단 순서 및 방법
1. 준비 단계
- 장비 점검: 산소와 아세틸렌(또는 수소) 가스가 적절하게 연결되어 있는지 확인하고, 호스 및 레귤레이터의 누출 여부를 점검합니다.
- 보호 장비 착용: 안전을 위해 보호 안경, 방화 장갑, 방화복 등 보호 장비를 착용합니다.
- 절단부 위치 확인: 절단할 부위에 마킹을 하여 절단선을 명확히 표시합니다.
2. 화염 설정
- 산소와 가연성 가스 혼합비 조정: 먼저 아세틸렌(또는 수소) 밸브를 열고 점화한 후, 산소 밸브를 서서히 열어 중성화염(산소와 가연성 가스가 적절히 혼합된 상태)을 만듭니다. 이때 나오는 불꽃은 청색 화염이어야 하며, 너무 과도한 산소 공급이나 가스 공급을 피합니다.
3. 예열
- 예열 화염을 절단할 금속 부위에 적용하여 표면을 850~900ºC까지 가열합니다. 이 과정에서 금속이 붉게 달궈지는 것을 확인합니다.
- 예열을 충분히 해야만 절단이 원활히 진행되므로, 열을 고르게 가해줍니다.
4. 산소 공급 및 절단
- 금속이 충분히 예열되면 절단 산소 밸브를 열어 고압의 산소를 절단 부위에 직접 불어넣습니다.
- 산소가 금속에 닿으면 금속은 산화되면서 녹아내리기 시작하고, 이 녹은 금속이 산화철(슬래그)로 변하면서 절단이 진행됩니다.
- 이때 화염을 절단선에 따라 천천히 이동시키며 일정한 속도로 절단을 합니다.
5. 절단 속도 조정
- 절단 속도를 너무 빠르게 하면 금속이 충분히 녹지 않아 절단이 원활하지 않고, 너무 느리면 절단 부위가 과열될 수 있습니다. 절단이 부드럽게 이루어지도록 적절한 속도로 진행해야 합니다.
6. 절단 완료 후 처리
- 절단이 끝나면 산소 및 가스 밸브를 잠그고, 절단한 금속에서 발생한 **슬래그(산화물)**를 제거합니다.
- 금속 표면이 고르지 않다면 그라인더 등을 사용해 마무리합니다.
7. 장비 점검 및 안전 확인
- 모든 장비를 안전하게 차단한 후 호스, 레귤레이터 등을 정리하고, 가스를 안전하게 보관합니다.